
Что такое накатка желобков (грувлока)?
Процесс грувлочной канавки был разработан в середине 1950-х годов и с тех пор стал возможным методом соединения для промышленных трубопроводов, а не для сварки и нарезания резьбы. Рулонные канавки традиционно разрабатывались для легких или тонкостенных труб. Однако в настоящее время они используются для широкого спектра размеров труб и толщины стенок без ущерба для производительности соединения трубы или снижения расхода. Процесс работает следующим образом: труба помещается на приводное колесо (низнее колесо). Впоследствии приводное колесо вращает трубу, а канавочное колесо (верхнее колесо) прокладывает трубу. Процесс канавки применяется к меди, алюминию, стали, нержавеющей стали, ПВХ и медно-никелю.
Как пользоваться накаткой грувлочных канавок?
Установка пожарной спринклерной системы состоит из труб. В этих трубах хранится постоянная вода, которая будет автоматически высвобождаться с момента обнаружения пожара. Из-за воды, хранящейся в этих трубах, на них оказывается большое давление. Поэтому трубы должны быть соединены правильно.
Канавки на обоих концах труб могут быть соединены вместе с спринклерной муфтой. Грувлочные канавки в трубе гарантируют, что трубы могут быть надежно закреплены с помощью спринклерной муфты.


Желобонакатчик REMS Магнум RG
Выполняет накатку желобков, режет внутреннюю и внешнюю резьбу.
Стальные трубы DN 25–300 - 1 – 12" (s ≤ 7,2 мм)
Нержавеющие стальные, медные, алюминиевые трубы, ПВХ-трубы
Трубная резьба 1/16 – 2", 16 – 63 мм, Болтовая резьба 6–60 мм, 6 – 60 мм, ¼ – 2", комплект для переоснастки.
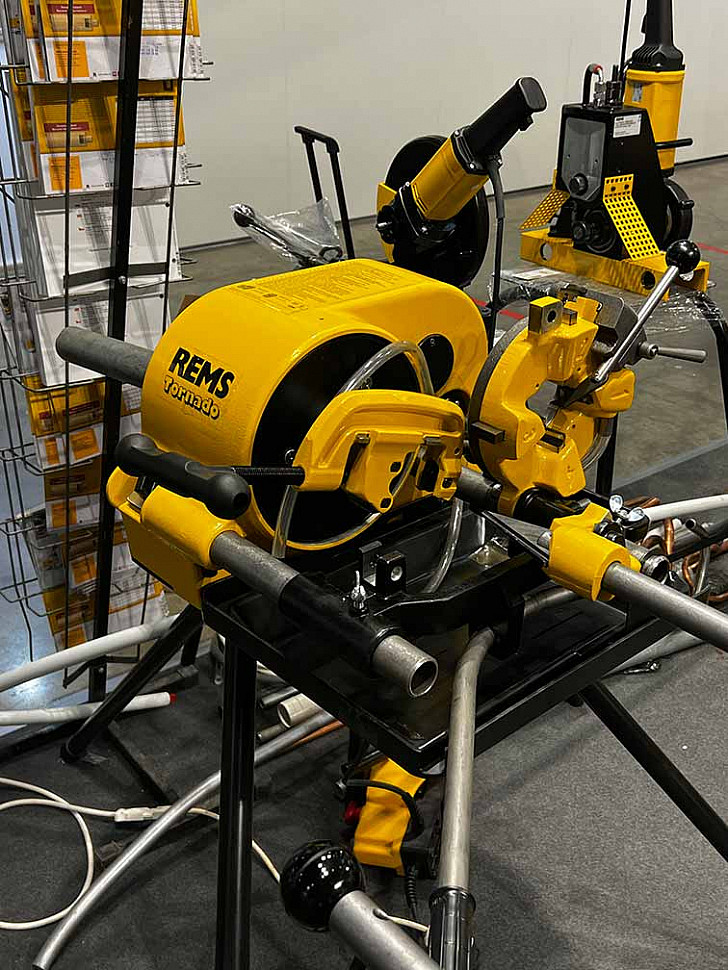

REMS Торнадо - Резьбонарезной станок
Станок для нарезания резьбы, резки труб, снятия грата, изготовления ниппелей (бочат), накатки желобков. Для монтажников, металлообрабатывающей отрасли, промышленности. Для стройплощадки и мастерской. Трубная резьба (1/16) 1/8 – 2", 16 – 63 мм Болтовая резьба (6) 10 – 60 мм, 1/4 – 2"
Желобонакатчик REMS Колум РГ
Режет и выполняет накатку: стальные трубы DN 25 – 300, 1 – 12", s ≤ 7,2 мм
Нержавеющие стальные, медные, алюминиевые трубы, ПВХ-трубы
Станок для накатки желоба (грувлока) весит 31 кг. Легко транспортируется. Мощный и быстрый привод желобонакатчика. Накатка желобков осуществляется на стальной трубе 6" дюйма с помощью REMS Колум всего за 52 секунды. Прочный, компактный редуктор, не нуждается в техобслуживании. Прочный, мощный универсальный двигатель на 1200 Вт (REMS Колум и REMS Колум 2 Компакт) или универсальный двигатель на1700 Вт (REMS Колум 2) для интенсивного использования с крупными размерами.














 (паяльные щипцы Хот дог мягкой пайки медных труб)
(паяльные щипцы Хот дог мягкой пайки медных труб)